
In diesem Artikel zeigen wir Ihnen, wie mit einer CNC-Maschine und mehreren Arten von Schaftfräsern aus dem IGM-Angebot eine schöne Original Holzschüssel hergestellt werden kann.
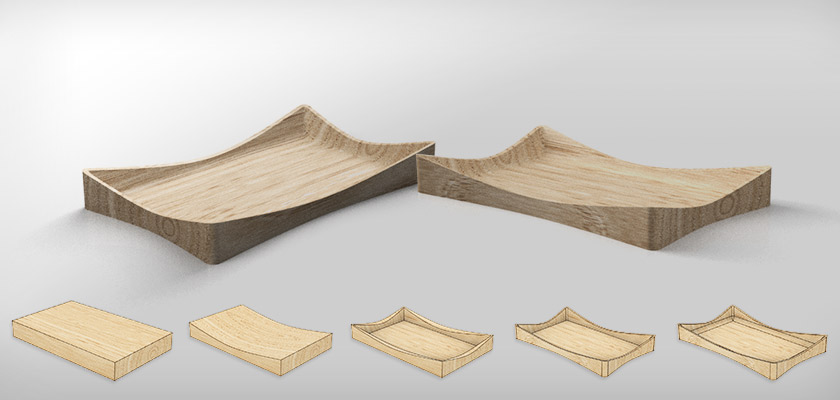
Wir verwenden Eschenholz als Material. Esche ist eines der härtesten Harthölzer und hat eine schöne Textur, die im Endprodukt zur Geltung kommen wird. Die 3D-Modellierung wurde in Fusion 360 erstellt.
In Zusammenarbeit mit LB CNC Woodworking (Facebook).
Hier sehen Sie ein Video, das die Herstellung einer Designer-Holzschale aus Esche zeigt.
Glätten der Oberfläche von Eschenbrettern mit einem Planfräser
Zunächst muss die Oberfläche des Werkstücks mit einem Planfräser,, auf der rechten und linken
Seite abgeflacht werden. Der Planfräser für Flächen hat drei Schneiden, die die Schnittfläche perfekt glätten. Die Verwendung eines Planfräsers für Flächen auf der CNC erzielt ein sehr ähnliches Ergebnis wie Hobeln und Räumen.
CNC-Parameter sind anwendbar für
- Spindeldrehzahl 12.000/Min.
- Vorschubgeschwindigkeit 3,6 m/Min.
- Vorschub pro Zahn 0,1 mm



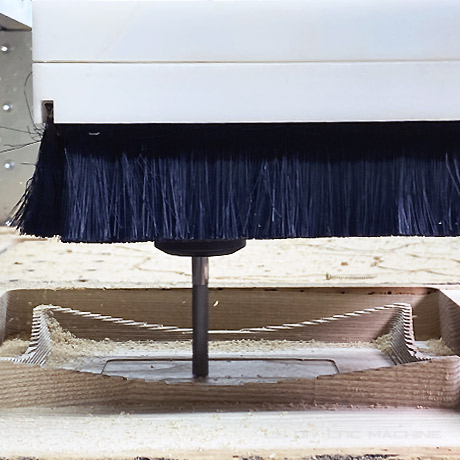
Im nächsten Schritt wird die Grundform der Schale grob ausgearbeitet. Dies geschieht mit dem Spiralnutfräser negativ. Dieser Spiralnutfräser ist komplett aus hochwertigem Hartmetall gefertigt und sorgt mit seiner Schneide für eine hervorragende Schnittqualität an der Oberkante des Werkstücks. Wir verwenden den Spiralnutfräser auch zum Entgraten der Unterseite des Endprodukts.
CNC-Parameter sind anwendbar für
- Adaptives Fräsen
- Spindeldrehzahl 15.000/Min.
- Vorschubgeschwindigkeit 4,5 m/Min.
- Vorschub pro Zahn 0,15 mm
- Optimaler Eingriff 3,2 mm (Optimal Load)
- Max. Schrupp-Tiefenzustellung 8 mm (Maximum Roughing Stepdown)
- Feintiefenzustellung 1 mm (Fine Stepdown)


In der nächsten Phase werden wir den Spiralnutfräser durch einen Kegel-Spiralnutfräser ersetzen – dieser dient dazu, die Stufen vom schrittweisen Fräsen in den vorherigen Schritten zu
bereinigen. Wir schleifen die Stufen, bis die Kanten der Schachtel perfekt glatt sind.
Anschließend bearbeiten wir mit dem Kegel-Spiralnutfräser auch die Vorderkante der Holzschale.
CNC-Parameter sind anwendbar für
- Parallelbearbeitung
- Spindeldrehzahl 18.000/Min.
- Vorschubgeschwindigkeit 3,6 m/Min.
- Vorschub pro Zahn 0,1 mm
- Seitlicher Materialabtrag 0,3 mm (Stepover)
Jetzt müssen nur noch die Überstände am Werkstück bündig gefräst werden, die das Werkstück. Das machen wir auf dem Bündigfräser in der Oberfräse.
Abschließend bestreichen wir das Produkt mit farblosem Holzöl, damit die Struktur des Holzes schön zur Geltung kommt.
LB CNC Woodworking

Design und Produktion von Holzaccessoires
Jedes Stück ist ein Original
LB CNC Woodworking stellt auf Bestellung originale Tischlerartikel her.