Ideale Geschwindigkeit, richtige Eingriffstiefe und Qualität des Werkzeugs. Es gibt viele Faktoren, die die Qualität der Holzbearbeitung beeinflussen. Wie man sie kennt, damit das Ergebnis immer perfekt ist, das ist die Frage, auf die viele Heimwerker, aber auch erfahrene Tischler, eine Antwort suchen. Wir haben für Sie acht Grundregeln zusammengestellt, die Ihnen bei der Wahl des richtigen Werkzeugs und der richtigen Einstellungen beim Fräsen mit Schaftfräsern helfen.
Regel Nr. 1
Verwenden Sie ein hochwertiges und scharfes Werkzeug
Die Qualität der Holzverarbeitung hängt direkt von der Qualität des verwendeten Werkzeugs ab, insbesondere vom Zustand seiner Klinge. Wenn Sie sich für den Kauf eines günstigen Schaftfräsers auf einem Hobbymarkt oder einem chinesischen E-Shop entscheiden, müssen Sie damit rechnen, dass Sie damit kein perfektes Ergebnis erzielen.
Diese kostengünstigen Werkzeuge werden bei der Herstellung nicht ausgewuchtet, sodass bei der Arbeit mit ihnen sehr hohe Vibrationen auftreten können. Darüber hinaus können sie auch asymmetrisch geschliffene Kanten aufweisen, deren Qualität und Abstumpffestigkeit nicht einmal annähernd an Hartmetallscheiben aus europäischer Produktion heranreichen. Nur dank einer perfekten Klinge und regelmäßiger Reinigung des Werkzeugs von angesammeltem Schmutz können Sie die gewünschte Produktqualität erzielen.
Hochwertige Schneidkanten finden Sie bei CMT- und IGM-Schaftfräsern. Zur Reinigung von Werkzeugen von eingebranntem Staub und Harz empfehlen wir die Reinigungsemulsion CMT Formula.

Regel Nr. 2
Wählen Sie je nach Material das passende Werkzeug aus
Nicht alle Arten von Schaftfräsern sind für die Bearbeitung aller Arten von Materialien geeignet. Die IGM-Fräser der roten Serie oder die gelöteten Schaftfräser der Marke CMT eignen sich für die Bearbeitung verschiedener Holzwerkstoffe. So können Sie mit ihnen massives Weich- und Hartholz, Sperrholz, Spanplatten, Laminat oder MDF-Platten fräsen.
Spiralnutfräser eignen sich eher für die Bearbeitung von Massivholz und Sperrholz, während Werkzeuge mit Diamantzähnen und auswechselbaren Schneiden eine ideale Wahl für Laminat, MDF-Platten und sehr harte und seltene Hölzer sind. Die genaue Bestimmung der Materialien, für die die einzelnen Werkzeuge geeignet sind, finden Sie in deren Beschreibung im IGM E-shop oder im gedruckten Katalog.
Achten Sie bei der Auswahl eines Schaftfräsers auf die Angabe der Anzahl der Fräszähne, die durch den Buchstaben Z gekennzeichnet ist. Wenn Sie also die Angabe Z2 auf dem Werkzeug finden, hat dieser Fräser zwei Zähne. Je mehr Zähne der Schaftfräser hat, desto schneller und sauberer wird die Arbeit erledigt. Die Schnittgeschwindigkeit wird auch vom Durchmesser des Werkzeugs beeinflusst. Wenn Ihr Projekt dies zulässt, bevorzugen Sie ein Werkzeug mit einem größeren Schneiddurchmesser, gekennzeichnet mit dem Buchstaben D.
 Diamantfräser IGM / Gelötete Fräser CMT / Gelötete Fräser IGM / Wendeplattenfräser IGM
Diamantfräser IGM / Gelötete Fräser CMT / Gelötete Fräser IGM / Wendeplattenfräser IGM
Regel Nr. 3
Unterschätzen Sie nicht die Qualität und den Zustand der Oberfräse und ihrer Spannzange
Ein hochwertiges und scharfes Werkzeug ist die Basis. Wenn Sie jedoch nicht über eine ausreichend leistungsstarke Oberfräse verfügen oder deren Wartung vernachlässigt haben, wird das Ergebnis der Arbeit ohnehin nicht Ihren Erwartungen entsprechen. Vergessen Sie nicht, auch sehr hochwertige Oberfräsen regelmäßig zu reinigen und zu warten. Überprüfen Sie Ihre Maschine auf Spiel in den Führungsstangen. Dies könnte dazu führen, dass das Werkzeug von der Fräsachse abweicht.
Es empfiehlt sich, regelmäßig zu prüfen, ob das Spindelwellenlager beschädigt ist. Lässt sich die Welle leicht von Hand drehen und läuft sie leise, ist alles in bester Ordnung. Wenn die Welle seitlich Spiel hat, Widerstand leistet oder beim Drehen klappert, ist es ein guter Zeitpunkt, die Rotorlager auszutauschen. Das Arbeiten mit defekten Lagern führt zu einer unebenen Fräsoberfläche, einer stärkeren Spaltung der Holzfasern oder sogar zu einer irreversiblen Zerstörung des Fräsmaschinenrotors.
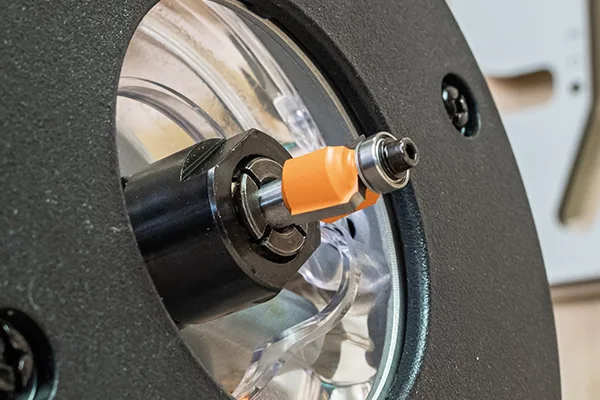
Tischler vergessen oft auch die Spannzange. Sein Zustand beeinflusst grundsätzlich die Qualität der Arbeit mit dem Schaftfräser. Überprüfen Sie die Spannzange regelmäßig und halten Sie sie stets sauber. Staub im Inneren führt dazu, dass der Schaft des Werkzeugs schlecht geklemmt wird, und führt zu Vibrationen, Quetschen der Spannzange und manchmal sogar zum Bruch des Schaftfräsers und zu schweren Verletzungen! Wenn die Spannzange daher tiefe Spuren im Schaft des Werkzeugs hinterlässt und Sie während der Arbeit unverhältnismäßigen Vibrationen ausgesetzt sind, ist es besser, sie ohne unnötige Verzögerung durch eine neue zu ersetzen.
Regel Nr. 4
Wählen Sie die richtige Frästiefe
Die Frästiefe wird hauptsächlich durch die Gestaltung des Werkzeugs, die Gesamtlänge des Werkzeugs und die Länge des Zahns beeinflusst. Wenn Sie eine Nut herstellen müssen, die tiefer als die halbe Länge des Zahns am Schaftfräser ist, verringern Sie die Vorschubgeschwindigkeit, um das Werkzeug und den Oberfräser nicht zu überlasten. Umgekehrt können Sie die Vorschubgeschwindigkeit für flache Nuten erhöhen, die sowohl dem Werkzeug als auch dem Oberfräser wenig Widerstand entgegensetzen.
Wenn Sie tiefer fräsen möchten, empfehlen wir, 4 bis 5 Mal hintereinander zu fräsen. Die geringere Frästiefe reduziert die Vibration des Werkzeugs, wodurch die bearbeitete Oberfläche deutlich sauberer wird.
Regel Nr. 5
Stellen Sie die entsprechende Geschwindigkeit ein
Die Geschwindigkeit des Fräsers ist ein sehr wichtiger Parameter, der nicht nur die Arbeitsqualität, sondern auch die Lebensdauer Ihres Werkzeugs beeinflusst. Aber Vorsicht, eine Erhöhung der Drehzahl verbessert die Bearbeitungsqualität, gleichzeitig erhöht sich aber die Reibung zwischen Werkzeug und Material.
Hohe Reibung führt zu einer Erwärmung des Schaftfräsers, was zu einer Verkürzung der Lebensdauer nicht nur der Schneide, sondern des gesamten Werkzeugs führt. Daher ist es notwendig, die ideale Geschwindigkeitseinstellung zu finden, um das bestmögliche Ergebnis zu erzielen, aber das Werkzeug nicht zu überhitzen. Die optimale Drehzahl hängt hauptsächlich vom Durchmesser des Werkzeugs und der Art des zu bearbeitenden Materials ab. Je größer der Durchmesser des Werkzeugs ist, desto niedriger sollte die Drehzahl gewählt werden.

Je nach Größe des Werkzeugs lässt sich die optimale Drehzahl in vier Gruppen einteilen.
| Werkzeugdurchmesser |
U/min |
|
2–20 mm
|
24000–18000
|
|
20–40 mm
|
18000–16000
|
|
40–70 mm
|
16000–12000
|
|
70 mm und mehr
|
12000
|
Passen Sie die Geschwindigkeit Ihres Werkzeugs wie oben empfohlen an. Wenn das Werkzeug zu vibrieren beginnt, erhöhen Sie die Geschwindigkeit leicht. Stellen Sie hingegen durch Überhitzung Brandflecken im Material fest, muss die Drehzahl reduziert werden.
Regel Nr. 6
Bewegen Sie den Fräser in die richtige Richtung
Beim Fräsen ist die Bewegungsrichtung des Werkzeugs relativ zum bearbeiteten Material von großer Bedeutung für die resultierende Oberflächenqualität.
Gleichlauffräsen
Bewegt sich das Werkzeug gleichmäßig in der Drehrichtung des Werkzeugs, spricht man vom Gleichlauffräsen. In diesem Fall nimmt die Dicke des Spans allmählich ab, wodurch das Werkzeug weniger stumpf wird und an der bearbeiteten Oberfläche reibt. Durch die gleiche Drehrichtung wird das Werkstück zum Werkzeug hingezogen, daher muss auf eine konstante Vorschubgeschwindigkeit der Oberfräse geachtet werden.
Gegenlauffräsen
Bewegt sich das Werkzeug entgegen der Drehrichtung des Werkzeugs, spricht man vom sogenannten Gegenlauffräsen. Dadurch nimmt die Spandicke allmählich zu, was zu einer schnelleren Abstumpfung des Werkzeugs bei gleichzeitig höherer Erwärmung und Reibung am Material führt. Bei dieser Fräsmethode werden die Späne auch vor dem Werkzeug abgeräumt. Dadurch werden sie nachbearbeitet, was zu einer Überlastung des Werkzeugs führen kann. Darüber hinaus bewirkt die entgegengesetzte Drehrichtung, dass das Werkzeug vom Werkstück weggedrückt wird.
In den allermeisten Fällen ist es am besten, nacheinander zu fräsen. Wenn Sie also mit einer Oberfräse von Hand fräsen und das Teil darunter haben, sollten Sie dessen nähere Seite von rechts nach links bearbeiten. Wenn Sie mit der im Frästisch eingespannten Oberfräse fräsen und die andere Seite des Teils fräsen, sollten Sie diese auch von rechts nach links bewegen.
Regel Nr. 7
Achten Sie auf die Eigenschaften des Fräsgutes
Da Holz kein homogenes Material ist, hat es keine einheitliche Struktur und kein Holzstück auf der Welt ist genau gleich. Darauf ist beim Fräsen zu achten. Es ist notwendig, die Richtung der Fasern, die Dichte des Holzes, Äste, Feuchtigkeit sowie die poröse Struktur des jeweiligen zu verarbeitenden Holzes zu berücksichtigen. Seien Sie besonders bei der Bearbeitung von Massivholz besonders vorsichtig beim Fräsen der vorderen Fasern, die dem Werkzeug großen Widerstand entgegensetzen und sehr anfällig für Absplitterungen sind.

Querschnitt der Fasern

Längsradiale Richtung
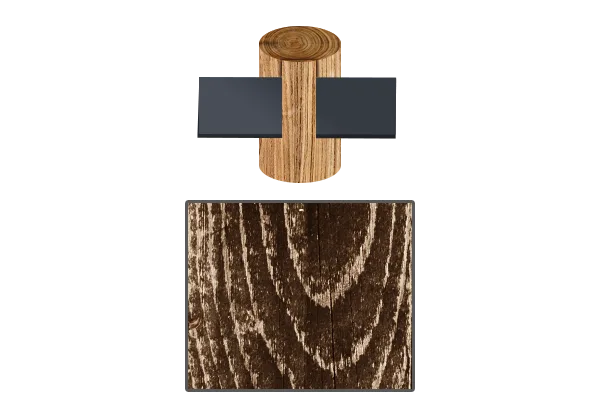
Längs-tangentiale Richtung
Richtig getrocknetes Holz ist die Grundlage für Innenschreinereiprojekte, sein Feuchtigkeitsgehalt sollte idealerweise zwischen 8–12 % liegen. Wenn Ihr Holz einen höheren Feuchtigkeitsgehalt aufweist, kann das Werkzeug während der Arbeit schnell verschmutzen und Spänereste beginnen am Werkzeug und am Holz zu brennen, was später zu Verdrehungen oder gar Rissen im Produkt führen kann. Aufgrund der geringen Luftfeuchtigkeit im Innenraum trocknet das Holz nach und nach aus, was zu mechanischen Veränderungen wie Verwindungen, Biegungen oder Rissbildungen führt.
Für den Musikinstrumentenbau wird am häufigsten Holz mit einem Feuchtigkeitsgehalt unter 8 % verwendet. Normalerweise herrscht in Baumaterialien eine Luftfeuchtigkeit von 15–22 %.
Regel Nr. 8
Durch die Praxis wirst du am meisten lernen
Selbst beste theoretische Kenntnisse, das Lesen dieser Regeln oder anderer Handbücher garantieren nicht, dass Ihnen beim Fräsen nicht auch mal ein Fehler unterläuft. Meisterschaft erlangt man nur durch Übung. Betrachten Sie die oben genannten Regeln als Ausgangspunkt für ein besseres Verständnis des Problems und achten Sie darauf, sie bei Ihrer Arbeit zu befolgen.
Verwenden Sie Reste verschiedener Materialien und probieren Sie einzelne Aktivitäten aus. Üben Sie das Fräsen von Nuten oder Falzen, versuchen Sie, die Kanten des Teils in einem Winkel oder Radius zu bearbeiten, versuchen Sie, mit Schablonen zu fräsen und Lager zu kopieren. Sobald Sie wissen, wie die einzelnen Werkzeuge und Materialien funktionieren, können Sie problemlos die richtigen Fräsparameter auswählen. Sie wissen, was Sie vermeiden sollten und wann der richtige Zeitpunkt für das Nachschleifen des Werkzeugs ist.
Haben Sie Respekt vor dem Werkzeug, der Fräsmaschine und dem Material. Vergessen Sie nicht die Grundsätze der Arbeitssicherheit und verwenden Sie Schutzbrillen und Atemschutz.
Lösung der häufigsten Probleme beim Fräsen
Lösung
Reduzieren
Zunahme
Schlechte Verarbeitungsqualität
Geschwindigkeiten
Staubabsaugung
Anzahl der Fräszähne
Klemmung des Fräsers/Pads
Übermäßiger Fräserverschleiß
Geschwindigkeiten
Vibration *
Verbrannte Materialspuren
Geschwindigkeiten
Anzahl der Fräszähne
Geschwindigkeiten
Vorschubgeschwindigkeit
Staubabsaugung
Geschwindigkeiten
Frästiefe
Maschinenstabilität
Spannkraft des Werkstücks
Vorschubgeschwindigkeit
Frästiefe
Vibration *
Schaftdurchmesser
Genauigkeit der Spannzange
Wechsel des Fräswerkzeugs
* Wie kann man Vibrationen reduzieren? Es ist wichtig zu wissen, dass Vibrationen durch verschiedene Faktoren verursacht werden können, z. B. Werkzeugverschleiß, unzureichende Spannzangenkraft, falsche Fräserspannung oder eine schlecht gewählte Kombination aus Vorschub und Werkzeuggeschwindigkeit. Um Vibrationen zu reduzieren, empfiehlt es sich, höhere Drehzahlen zu wählen, jedoch nicht so hoch, dass es zu einer Überhitzung kommt. Das Werkzeug sollte vorzugsweise nur so lang sein, wie es unsere Fräsung erfordert. Längere Instrumente neigen dazu, stärker zu vibrieren. Setzen Sie den Fräser immer bis zur K-Markierung am Schaft in die gereinigte Spannzange ein und spannen Sie ihn fest in der Spannzange.